Extrusion blow molding is the most important blow molding method.
First review what is blow molding.
Blow molding is the main molding method for producing hollow products.
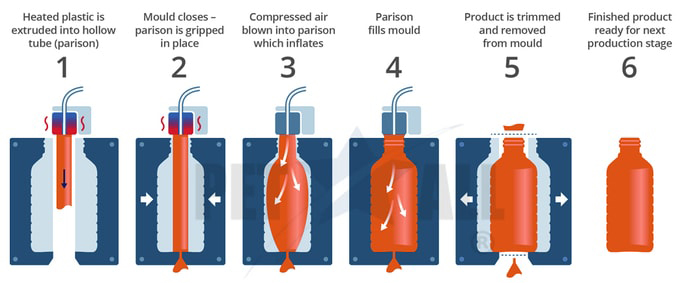
In blow molding, first, a thermoplastic resin is used to obtain a semi-molten tubular blank by extrusion or injection molding. Then, while hot (or heated to a softened state), place the parison in molds of various shapes. After the mold is closed, compressed air is introduced into the parison. Using the gas pressure, the parison closed in the mold cavity in the gum-like state is inflated. Make the embryo close to the inner wall of the cavity to form a hollow product.
According to different manufacturing methods, the blow molding process can be divided into three main methods of extrusion blow molding, injection blow molding, and stretch blow molding. When processing different products, the appropriate blow molding method can be selected according to the specific conditions of raw materials, processing requirements, output, and cost.
This post will focus on extrusion blow molding.
You will learn the following: What are the ways of extrusion blow molding? What are the characteristics of each? What scope does each apply to?
Go straight!
Extrusion blow molding
Extrusion blow molding can be divided into continuous extrusion blow molding and intermittent extrusion blow molding according to the mold forming method.
Continuous extrusion blow molding mainly means that the plasticization, extrusion, and forming of plastics are carried out continuously. At the same time, the inflation, cooling, and demoulding of the product are still intermittently carried out periodically. Therefore, from the perspective of the entire molding process, the manufacture of products is continuous.
To ensure the normal operation of continuous extrusion blow molding, the extrusion time of the parison must be equal to or slightly greater than the sum of the inflation of the parison, the cooling time, and the non-production time (manipulator entry and exit, lifting, mold, etc.).
Intermittent extrusion blow molding mainly means that the formation of the parison is carried out intermittently. The plasticization and extrusion of materials can be continuous or discontinuous.
(1) Features and applicability of continuous extrusion blow molding
The molding equipment for continuous extrusion blow molding is simple, requires little investment, and is easy to operate. It is a molding method commonly used by domestic small and medium-sized enterprises.
Continuous extrusion blow molding can be achieved with a variety of equipment and operation methods. It includes the extrusion of one or more parisons; the use of more than two molds; the use of more than one mold clamping device; the use of reciprocating, flat turntable, vertical turntable type clamping devices, etc.
Continuous extrusion blow molding is suitable for medium-capacity containers or hollow products, large-volume small containers, PVC, and other heat-sensitive plastic bottles and hollow products.
Medium-capacity containers or hollow products require larger extrusion embryos. The extrusion time of its embryo is also longer, which is beneficial to the extrusion of the embryo and the inflation of the embryo. Cooling and product demoulding are carried out simultaneously, and completed at the same time, to achieve continuous extrusion blow molding. This molding method can continuously blow mold 5-50L containers.
If the plastic material with high melt viscosity and high strength (such as HDPE/HMWHDPE) is used, a larger volume container can be formed due to the improvement of the sagging phenomenon of the mold blank.
Large batches of small containers, such as bottle containers, because of the small amount of parison, the time required to extrude the parison is small. Usually, the extrusion of the parison and the inflation molding of the parison cannot be completed at the same time. However, when mass production of small containers, the use of two or more molds and mold clamping devices can relatively delay the molding cycle of blow-molded containers to achieve continuous extrusion blow molding.
For hollow products such as PVC and other heat-sensitive plastics, due to the continuous extrusion of the embryo, the residence time of the material in the extrusion process is short and it is not easy to degrade, so the blow molding of PVC and other plastics can be carried out in a long-term and stable manner. This molding method is also suitable for blow molding of LDPE, HDPE, PP, and other plastics.
(2) Characteristics and applicability of intermittent extrusion blow molding
Intermittent extrusion blow molding can be divided into three ways. That is, intermittent extrusion of intermittent operation of the extruder, separation of storage device and head
Intermittent extrusion blow molding with blow molding, storage device, and machine head integrated.
The intermittent operation of the extruder and the intermittent forming of the parisons have low production efficiency. Moreover, because the extruder is frequently started in a short time, the energy consumption is large, and the extruder is easily damaged, so it is rarely used at present. But it has the characteristics of simple molding equipment, convenient maintenance, and low selling price.
The intermittent extrusion blow molding method in which the storage device is separated from the machine head mainly adopts two types of reciprocating screw and plunger storage cavity. This
The extrusion speed of the parison is fast, which can improve the self-weight sag of the parison and the uniformity of the parison wall thickness. The melt strength can lower the material.
The intermittent extrusion blow molding method in which the storage device is integrated with the machine head is widely used. It includes an intermittent extrusion blow molding of a right angle head with a storage cylinder and a right angle head of a storage cylinder with a program control device.
In this way, the storage cavity is set in the machine head, that is, the storage cavity is integrated with the flow path of the machine head, and the parison can be quickly formed by moving the annular piston downward to press out the melt. The storage cavity volume of this machine head can reach more than 250L, and it can blow molding large products. Multiple extruders can be used to feed the machine head intermittently.
The above are the two methods of extrusion blow molding and their characteristics.
To know more about the blow molding machine, please continue to pay attention to the Yankang blow molding machine blog.